
Produkty



Cementované pouzdra z karbidu wolframu pro ponorná ropná pole
Úvod k produktu
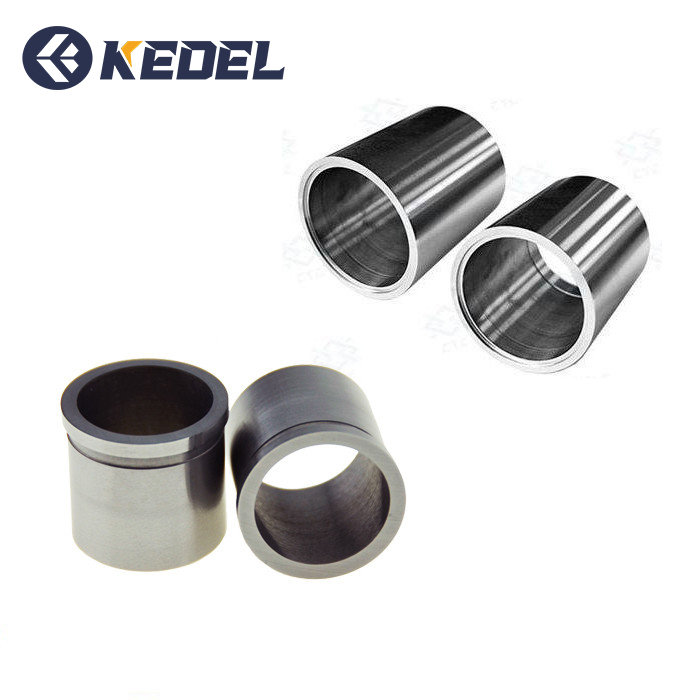
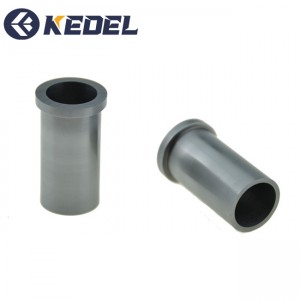
Použití pouzdra z karbidu wolframu je široké a je to zařízení k ochraně celé třídy součástek. Jeho úloha a účel v reálném provozu a aplikačním prostředí mají skvělý vztah.
U ventilů se pouzdra instalují do víka ventilu, aby se snížil únik z ventilu a utěsnily; u ložisek se pouzdra používají ke snížení opotřebení mezi ložiskem a sedlem hřídele, aby se zabránilo zvětšení mezery mezi hřídelí a otvorem a tak dále.
Výroba a zpracování vysoce pevných objímek z karbidu wolframu, které odolávají dlouhodobému zatížení, mají vysokou chemickou stabilitu, odolnost vůči zásadám, alkoholu, éteru, uhlovodíkům, kyselinám, olejům, detergentům, vodě (mořské vodě) a nemají žádný zápach, jsou netoxické, bez chuti a nerezaví. Jsou široce používány v petrochemickém průmyslu pro ponorná olejová čerpadla, kalová čerpadla, vodní čerpadla, odstředivá čerpadla atd.
výhody
1, 100% surovina:
Pouzdra jsou vyráběna z čistých surovin, které se vyznačují dlouhou životností a stabilním výkonem.
2, Obrábění:
Pouzdra jsou zpracovávána vysoce přesným zařízením: CNC obráběcí centrum, bruska, frézka, vrtačka, horizontální frézka, srážečka hran, lisování kovů, CNC řezací stroj atd.
3, k dispozici více velikostí:
Můžeme dodat ložisková pouzdra různých velikostí, kompletní formy a s krátkou dodací lhůtou. 7-10 dní pro vzorky, 20-25 pracovních dnů pro hromadnou výrobu.
4, Zajištění kvality:
Nepřekonatelné standardy kvality. Naše pouzdra a ložiska jsou navržena a vyrobena podle přísných norem kvality, které upravují výběr materiálu, obrábění, povrchovou úpravu, kontrolu a balení.
Exponát
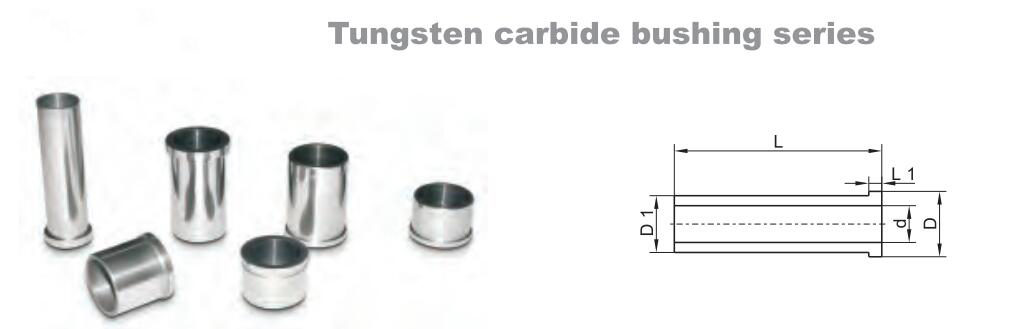
Detailní výkres

Tabulka materiálů
| Stupeň | ISO | Specifikace | Použití karbidu wolframu | ||
| Hustota | TRS | Tvrdost | |||
| G/Cm3 | N/mm2 | HRA (Health Relations Service) | |||
| YG06X | K10 | 14,8–15,1 | ≥1560 | ≥91,0 | Kvalifikováno pro obrábění tvrzené litiny, legované litiny, žáruvzdorné oceli a legované oceli. Také kvalifikované pro obrábění běžné litiny. |
| YG06 | K20 | 14,7–15, 1 | ≥1670 | ≥89,5 | Kvalifikován pro jemné a polojemné obrábění litiny, neželezných kovů, slitin a nelegovaných materiálů. Také je kvalifikován pro tažení drátů pro ocel a neželezné kovy, elektrické vrtačky pro geologické použití a vrtačky do oceli atd. |
| YG08 | K20–K30 | 14,6–14,9 | ≥1840 | ≥89 | Kvalifikováno pro hrubé obrábění litiny, neželezných kovů, nekovových materiálů, tažení oceli, neželezných kovů a trubek, různé vrtáky pro geologické použití, nástroje pro strojírenskou výrobu a opotřebitelné díly. |
| YG09 | K30-M30 | 14,5–14,8 | ≥2300 | ≥91,5 | Vhodné pro nízkorychlostní hrubovací obrábění, frézování titanových slitin a žáruvzdorných slitin, zejména pro řezací nástroje a vpichovací nástroje. |
| YG11C | K40 | 14-0,3-14,6 | ≥2100 | ≥86,5 | Vhodné pro formování vrtáků pro těžké vrtačky: odnímatelné vrtáky používané pro vrtání hlubokých děr, vozíky pro vrtačky atd. |
| YG15 | K40 | 13,9–14,1 | ≥2020 | ≥86,5 | Vhodné pro vrtání tvrdých hornin, ocelové tyče s vysokým kompresním poměrem, tažení trubek, děrovací nástroje, jádrové skříně práškových metalurgických automatů atd. |
| YG20 | 13,4–14,8 | ≥2480 | ≥83,5 | Vhodné pro výrobu raznic s nízkým nárazem, jako je děrování dílů hodinek, krytů baterií, malých šroubovacích uzávěrů atd. | |
| YG25 | 13,4–14,8 | ≥2480 | ≥82,5 | Kvalifikováno pro výrobu forem pro tváření za studena, ražení za studena a lisování za studena používané pro výrobu standardních dílů, ložisek atd. | |
Tabulka rozměrů
| Číslo modelu | Specifikace | Vnější průměr (D:mm) | ID(D1:mm) | Póry (d:mm) | Délka (D:mm) | Délka kroku (L1: mm) |
| KD-2001 | 01 | 16,41 | 14.05 | 12,70 | 25,40 | 1,00 |
| KD-2002 | 02 | 16,41 | 14.05 | 12,70 | 31,75 | 1,00 |
| KD-2003 | 03 | 22.04 | 18,86 | 15,75 | 31,75 | 3.18 |
| KD-2004 | 04 | 22.04 | 18,86 | 15,75 | 50,80 | 3.18 |
| KD-2005 | 05 | 16,00 | 13,90 | 10.31 | 76,20 | 3.18 |
| KD-2006 | 06 | 22,00 | 18,88 | 14.30 | 25,40 | 3.18 |
| KD-2007 | 07 | 24,00 | 21,00 | 16,00 | 75,00 | 3,00 |
| KD-2008 | 08 | 22,90 | 21,00 | 15,00 | 75,00 | 3,00 |
| KD-2009 | 09 | 19,50 | 16,90 | 12,70 | 50,00 | 4,00 |
| KD-2010 | 10 | 36,80 | 32,80 | 26,00 | 55,00 | 4,00 |
-

Tvarovací knoflíky z cementovaného karbidu pro uhlí...
-

YG9C YG11C YG13C křížení s vysokou odolností proti opotřebení...
-

Silná karbidová tryska odolná proti oděru...
-

Trysky z karbidu wolframu pro vodní paprsky
-

Vysoce odolný proti opotřebení z pevného karbidu wolframu...
-
Protikorozní karbid wolframu, pevný YG1C trojcípý...



